



Как профессиональный производитель, компания Bordersun хотела бы предоставить вам высококачественный процесс быстрого прототипирования металла. И мы предложим вам лучшее послепродажное обслуживание и своевременную доставку.
Процесс быстрого прототипирования металла
Быстрое прототипирование металла, также известное как быстрое прототипирование металла или быстрое прототипирование металлических деталей, относится к процессу быстрого и эффективного изготовления металлических прототипов с использованием технологий аддитивного производства. Эти технологии позволяют создавать сложные геометрические и функциональные металлические детали без необходимости использования традиционных процессов механической обработки или обработки.
Существует несколько доступных процессов быстрого прототипирования металлов, каждый из которых имеет свои преимущества и особенности. Вот некоторые часто используемые методы:
1.Прямое лазерное спекание металла (DMLS): DMLS использует мощный лазер для выборочного плавления частиц металлического порошка слой за слоем для создания желаемой металлической детали. Он предлагает высокую точность, хорошее качество поверхности и возможность изготовления сложных форм. Материалы, обычно используемые в DMLS, включают нержавеющую сталь, титан, алюминий и кобальт-хром.
2. Селективное лазерное плавление (SLM): SLM похож на DMLS, но включает полное плавление металлического порошка, а не его спекание. В результате получается более плотная деталь с улучшенными механическими свойствами. SLM часто используется с такими материалами, как титан, алюминий и никелевые сплавы.
3. Электронно-лучевая плавка (EBM): EBM использует электронный луч для плавления металлического порошка и создания нужной детали. Он обеспечивает высокую скорость сборки и может обрабатывать такие материалы, как титан и кобальт-хром. EBM особенно подходит для крупногабаритных деталей.
4. Струйное нанесение связующего: в этом процессе жидкое связующее вещество выборочно наносится на слои металлического порошка, связывая их вместе. После того, как деталь полностью напечатана, она подвергается вторичному процессу, такому как спекание или пропитка, для достижения окончательной прочности. Струйная обработка связующим может использоваться с различными металлами, включая нержавеющую сталь, бронзу и инструментальную сталь.
CNC-обработка алюминиевого прототипа
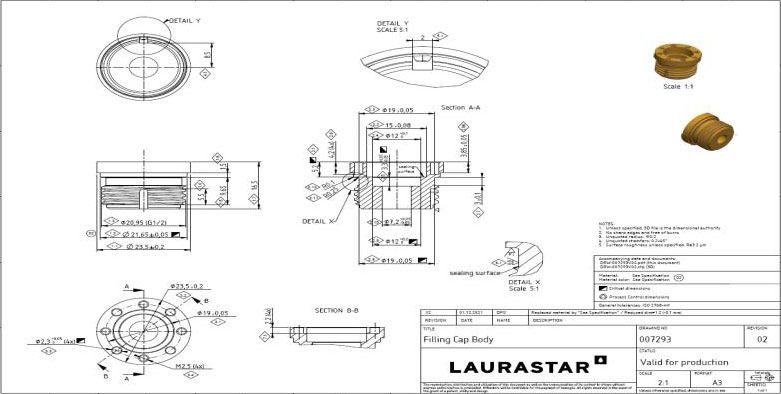
Из-за низкой плотности, легкого веса, хорошей жесткости и простоты обработки алюминия он становится материалом первого выбора для изготовления высокоточных деталей, зажимных приспособлений и приспособлений. Алюминиевый прототип с ЧПУ широко используется для ручных моделей в области аэрокосмической, авиационной, автомобильной, медицинской и бытовой техники.

Допуск размера по умолчанию для прототипа алюминия с ЧПУ составляет ± 0,1 мм. Если клиентам требуется допуск менее 0,1 мм, необходимо предоставить 2D-файлы в формате PDF, DWG или DXF. Чтобы убедиться, что полученный вами прототип имеет точные размеры и точность, Bordersun предоставит полномасштабные отчеты об измерениях для 10 частей прототипа.
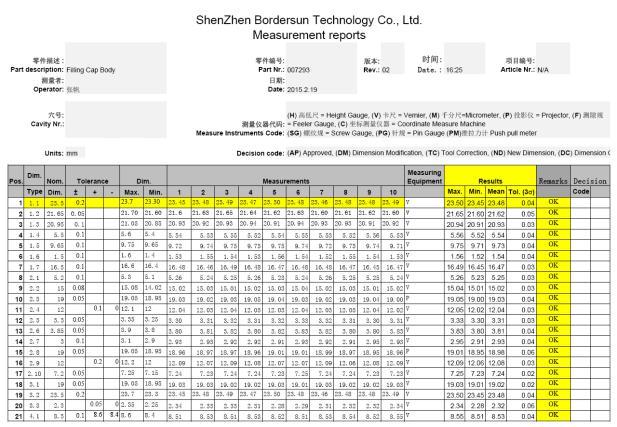
(Отчет об измерениях) (4-2)
При использовании соответствующего электролита, определенного процесса и электрического тока на поверхности алюминиевого сплава образуется пленка окисления. Пленка защитная и декоративная. Обработка поверхности анодным оксидированием прототипа алюминия с ЧПУ обильна, и можно сделать любой цвет.

После окисленной окраски прототип алюминия с ЧПУ необходимо загерметизировать. Герметизация микропор, так что молекула красителя не будет стекать, а функция и украшение поверхности могут быть защищены. Из-за отсутствия колориметра небольшая мастерская делает визуальную оценку, сравнивая Pantone, что может привести к ошибке и неудовлетворению клиентов. Основная причина заключается в том, что абразивоструйная очистка распределяется неравномерно, что приводит к получению двух разных поверхностей после анодного окисления.








